Sankyo Seisakusho CNC 원 테이블 RCD 시리즈
페이지 정보

본문


100,000대 이상의 판매 실적을 뒷받침하는 부가가치
회전 기술을 제공합니다.
회전 기술을 제공합니다.
산쿄제작소의 공작기계용 제품은 많은 공작기계 제조업체에 채용되어 전세계에서 사용되고 있습니다.
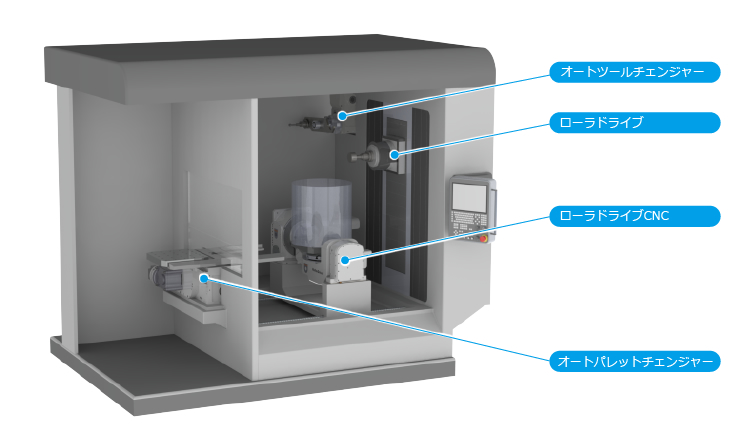
롤러 드라이브 CNC(CNC 원 테이블)나 오토 툴 체인저, 오토 팔레트 체인저, 회전 할인식 칼대 등 풍부한 라인업으로 공작 기계의 다기능화, 택트 타임 단축, 가공 품질, 신뢰성 향상에 공헌합니다 .
롤러 드라이브 CNC(CNC 원 테이블)나 오토 툴 체인저, 오토 팔레트 체인저, 회전 할인식 칼대 등 풍부한 라인업으로 공작 기계의 다기능화, 택트 타임 단축, 가공 품질, 신뢰성 향상에 공헌합니다 .



롤러 드라이브 CNC RCD 시리즈는 보다 빠르고(빠른), 보다 정확하게(고정밀도)라는 최근 공작 기계 제조업체의 요구를 충족하도록 설계된 CNC 원 테이블입니다. RCD 시리즈는 당사의 제로 백래시 감속기인 「롤러 드라이브」를 탑재하고 있어 기어나 토크 모터와 달리 외력에 대해서도 거동이 흐트러지지 않는 충실한 출력 동작이 가능합니다.
제로 백래시 테크놀로지에 의해 실현된 이 고정밀도와 강성은, RCD 시리즈에 있어서, 회전 각도 정밀도 10초 이하라고 하는 고정밀도 위치 결정을 실현하면서, 경강의 중절삭에도 대응 가능합니다.
제로 백래시 테크놀로지에 의해 실현된 이 고정밀도와 강성은, RCD 시리즈에 있어서, 회전 각도 정밀도 10초 이하라고 하는 고정밀도 위치 결정을 실현하면서, 경강의 중절삭에도 대응 가능합니다.
RCD 시리즈 기종:모터 상면 설치 사양(5 기종)
| RCD170 | RCD200 | RCD250 | RCD300 | RCD400 |
영구적인 정확도
롤러 드라이브 메카니즘의 채용에 의해, 장기간에 걸친 사용으로의 제품 내부의 부품 열화나, 정밀도의 경년 변화는 없고, 내구성이 뛰어납니다.
정기적인 교정이나 조정 작업은 필요하지 않습니다.
정기적인 교정이나 조정 작업은 필요하지 않습니다.
제로 백래시에 의한 우수한 특성
롤러 드라이브 메카니즘의 채용에 의해, 외력에 대해서도 거동이 흐트러지는 일이 없는 충실한 출력 동작이 가능하고, 회전 각도 정밀도 10초 이하라고 하는 고정밀도 위치 결정을 실현하면서, 경강의 중절삭에도 대응
가능 입니다.
가능 입니다.
노 클램프 동작
롤러 드라이브 CNC는 구조상 흔들림이 없으므로 클램프 동작이 필요하지 않습니다. 이 구조는 클램프 및 언클램프 시간을 줄일 수 있으며 기존의 유압 시스템과 같이 에너지가 필요하지 않습니다.
유지 보수가 필요없는 고비용 성능
토크 전달은 구름 접촉으로 인하여 내부 기구에 마모가 발생하지 않고 장기간 사용해도 초기 정밀도와 변하지 않는 레벨을 유지합니다.
<운전 조건>
테이블 사이즈:출력 테이블 직경 170mm
부하 관성:0.5kg・m 2
인덱싱 각도:36°(1방향 인덱싱)
인덱싱 시간:0.35sec
※왼쪽 그래프의 롤러 드라이브는 당사 운전동 테스트에 의한 실측치입니다.
(양사 모두 동일한 테이블 지름의 시험기를 사용)
<운전 조건>
테이블 사이즈:출력 테이블 직경 170mm
부하 관성:0.5kg・m 2
인덱싱 각도:36°(1방향 인덱싱)
인덱싱 시간:0.35sec
<500만회 인덱싱 후의 정밀도>
| 품목 | 웜 기어 | 롤러 드라이브 |
| 정밀도 변화량 | 42.1sec (유지 없음 가정) | 0.9sec |
| 백래시량 | 18μm | 0 |
(양사 모두 동일한 테이블 지름의 시험기를 사용)
롤러 드라이브 CNC에서는 경시 변화가 극소이기 때문에 정기 유지 보수 비용을 억제할 수 있습니다. 그래프는
웜기어식 엔테이블은, 연 2회의 메인터넌스 작업이 필요.
・양사 모두 유지비(오일 교환 등)는, 연간 3퍼센트로 하고 있다.
※양사 모두 같은 테이블 지름의 사이즈에 있어서의 코스트 이미지입니다.
웜기어식 엔테이블은, 연 2회의 메인터넌스 작업이 필요.
・양사 모두 유지비(오일 교환 등)는, 연간 3퍼센트로 하고 있다.
※양사 모두 같은 테이블 지름의 사이즈에 있어서의 코스트 이미지입니다.
공구 연삭
제로 백래시 연속 가공으로 정밀도 향상

자동차 부품 가공
고속 위치결정으로 비절삭 시간 절감

자동차 부품 가공
고속 위치결정으로 비절삭 시간 절감
자동차 부품 가공
5축 동시 정밀 연속 가공

의료 부재 가공
컴팩트한 5축 구성으로 난재 가공이 가능
경통·금형 가공
고속 정밀한 연속 절단
RCD 모터 상면 설치 사양
| 단위 | RCD170 | RCD200 | RCD250 | RCD300 | RCD400 | |
| 테이블 외경 | mm | φ170 | φ200 | φ250 | φ300 | φ400 |
| 테이블 기준 구멍 직경 | mm | φ60 | φ60 | φ110 | φ110 | φ150 |
| 센터 높이 | mm | 135 | 135 | 185 | 185 | 230 |
| 테이블 T 그루브 폭 | mm | 12 | 12 | 12 | 12 | 14 |
| 가이드 블록(키) 폭 | mm | 14 | 14 | 18 | 18 | 18 |
| 클램프 방식 (공압 0.5MPa, 유압 3.5MPa) | 공압 / 유압 | 공압 / 유압 | 유압 | 유압 | 유압 | |
| 클램프 토크 ※1 | N・m | 310 | 310 | 1100 | 1100 | 1850 |
| 모터축 환산 관성 ※2,※3 | ×10-4 kg・m 2 | 2.96 | 3.15 | 5.70 | 5.70 | 25.76 |
| 사용 모터(FANUC) | α iS4/4000-B (A06B-2215-B400) | α iS8/4000-B (A06B-2235-B400) | α iS8/4000-B (A06B-2235-B400) | α iS8/4000-B (A06B-2235-B400) | α iS22/4000-B (A06B-2265-B400) | |
| 최소 설정 단위 | deg | 0.0001 | 0.0001 | 0.0001 | 0.0001 | 0.0001 |
| 테이블 최고 회전수 | min -1 | 70 | 70 | 60 | 60 | 60 |
| 감속비 | 1/50 | 1/50 | 1/60 | 1/60 | 1/60 | |
| 인덱싱 정확도 | arc.sec | ±15 | ±15 | ±10 | ±10 | ±10 |
| 재현 정확도 | arc.sec | 8 | 8 | 4 | 4 | 4 |
| 제품 질량 | kg | 61 | 69 | 120 | 125 | 291 |
※1 RCD170, 200은 공압 0.5MPa를 공급원으로 한 에어 하이드로 부스터 사용시의 클램프 토크입니다.
※2 모터축 환산 관성, 연속·최대 유지 토크는 FANUC 모터 사용시의 값입니다. 다른 모터 사용시에는 상담해 주십시오.
※3 모터축 환산 관성에는 모터축의 관성은 포함되어 있지 않습니다.
※2 모터축 환산 관성, 연속·최대 유지 토크는 FANUC 모터 사용시의 값입니다. 다른 모터 사용시에는 상담해 주십시오.
※3 모터축 환산 관성에는 모터축의 관성은 포함되어 있지 않습니다.
- 이전글CNC 원 테이블 RCD 시리즈 24.03.25
- 다음글CNC 원 테이블 RS 시리즈 24.03.25