KITAGAWA 특수 공작 기계 > 마찰 접합기 > 저온 마찰 접합기
페이지 정보

본문

Special Machine Tool
저온 마찰 접합기
세계 최초의 신기술! ! A1 변태점 이하에서의 접합을 실현!

저온 마찰 접합기
1. 마찰열에 의한 경도 변화를 최소한으로 억제
2. 냉간 가공재의 강도 저하를 억제
3. 다음 공정의 열처리 생략에의 접근
저온 접합법의 원리
종래의 접합법과 저온 접합법에 차이
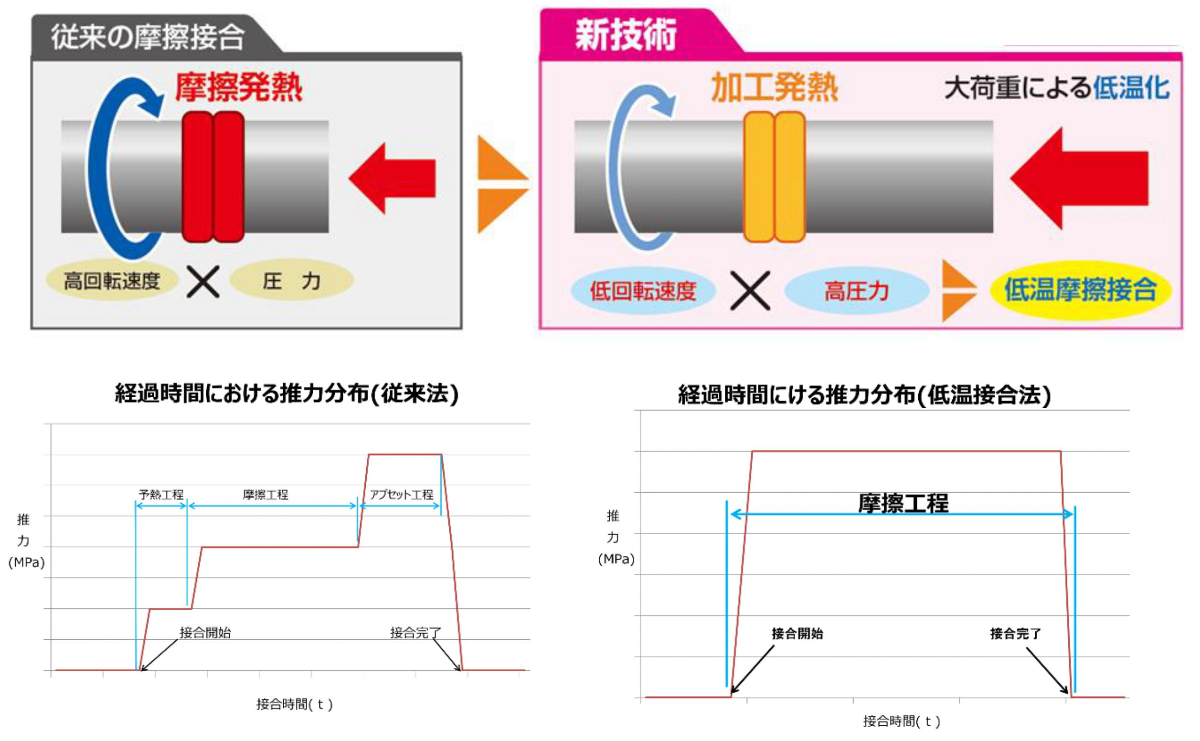
종래의 마찰압접공법은 한 부재를 고속회전시켜 일정방향에서 압력을 가하여 2부재를 접합합니다.
마찰 공정에서 부재끼리를 마찰 발열에 의해 연화시킵니다. 접합 계면의 온도는 탄소강의 경우 약 1100℃~1200℃까지 발열한다고 합니다.
저온 접합법에서는, 종래보다 고압력으로 가압함으로써, 금속 조직의 파괴를 발생시킵니다 .
이 에너지를 이용하여 연화시켜 접합합니다.
연화한 타이밍에 버로서 배출해, 다음의 신생면을 연화시킵니다.
상기를 반복함으로써, 접합면의 발열 온도를 최소한으로 억제하여 접합하는 것이 가능해집니다.
무엇이 저온입니까?
저온 접합이 종래법과 크게 다른 포인트는 A1 변태점 이하에서 접합하는 기술 이라는 것입니다.
즉, 조직 변태시키지 않는 마찰 접합법이라고 할 수 있습니다.
일례로서 탄소강의 단면 관찰 데이터 로 설명합니다.
저온 접합 기술은 α+Fe3C 범위 내의 상태에서 접합하기 때문에, 열에 의한 조직 변태가 일어나지 않습니다.
종래법에서는, 마찰 공정에 의해 접합면을 1200℃ 가까이까지 온도 상승시키기 때문에, 오스테나이트 조직으로 변화합니다.
오스테나이트 조직은 냉각되어 페라이트와 마르텐사이트가 석출되기 때문에 접합부를 단면 관찰하면 마르텐사이트 조직을 확인할 수 있습니다.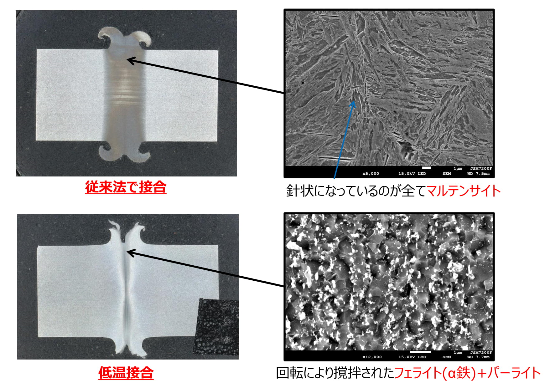
저온 접합법은 상기에서 설명한 바와 같이, α+Fe3C역에서 접합을 할 수 있으므로 조직 변화를 하지 않습니다.
이 조직 변태가 없는 접합 기술을 「저온 접합」이라고 부릅니다.
저온 접합의 장점
1. 마찰열에 의한 경도 변화를 억제
종래의 접합법과 비교했을 때, 마찰 발열에 의한 조직 변화에 의해 탄소강은 경도
상승하고, 냉간재는 경도 저하합니다.
아래 그림은 탄소강(S45C)의 경도 측정을 비교한 그래프입니다.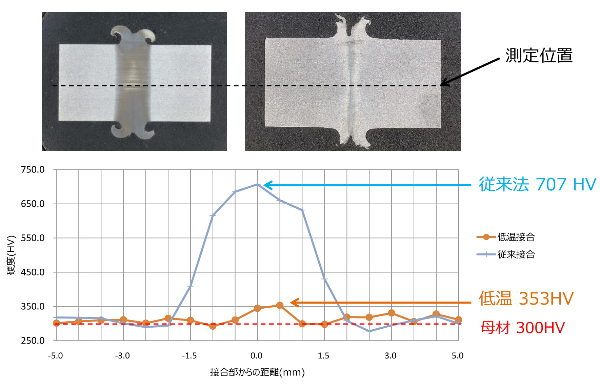
종래법에서는 2.35배나 경도가 상승한 반면, 저온 접합법에서는 1.17배로 억제할 수 있습니다.
또 단면 관찰 결과로서는 종래법에서는 열영향에 의한 마르텐사이트 조직이 확인할 수 있었지만, 저온 접합법에서는 모재와 동등한 α+Fe3C와 펄라이트를 확인할 수 있었습니다.
이것으로부터 S45C에 있어서는, 저온 접합법에 의한 조직 변태를 억제하는 것이 가능하다고 말할 수 있습니다.
아울러 인장강도의 검증도 실시하여 아래 그림과 같은 결과를 얻을 수 있었습니다.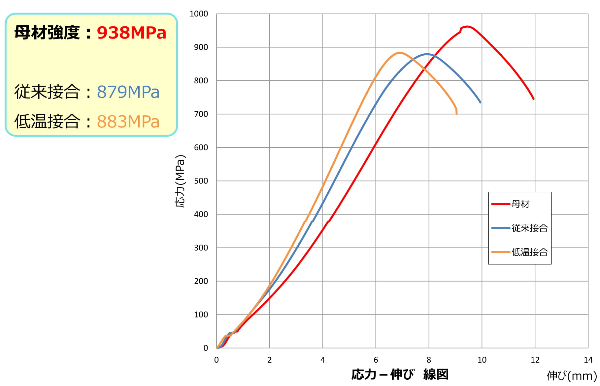
인장 강도도 모재와 같은 정도 확보할 수 있어 강도 저하는 보이지 않습니다.
SCM420에서의 비교처 정도는
S45C에 대해 말했습니다만, 강도 부재로 잘 채용되고 있는 SCM재에서는 어떨까.
접합 평가 데이터는 아래 그림에 나와 있습니다.
<경도 측정>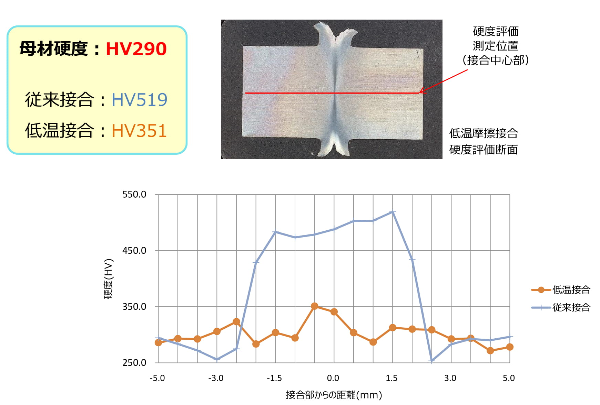
<단면 관찰>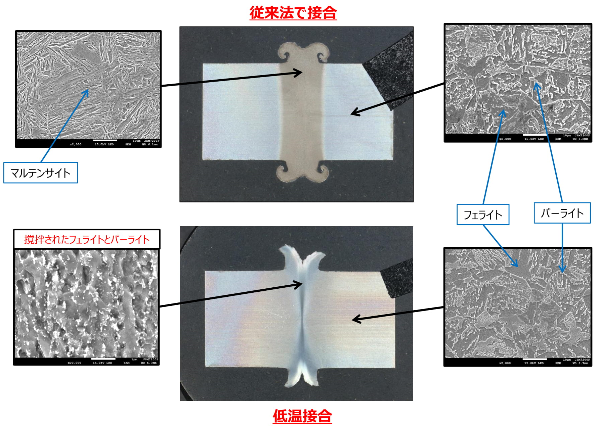
<인장 강도>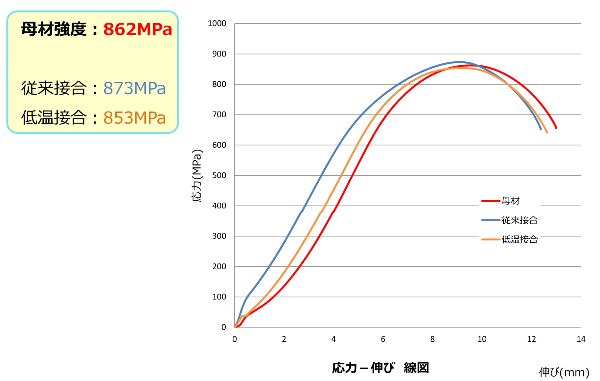
이 결과로부터 SCM420에서도 조직 변태를 억제한 접합이 가능하다고 할 수 있습니다.
2. 냉간 가공재의 경도 저하를 억제
알루미늄재(A6000계)를 예로서 냉간 가공재에 대해 설명합니다.
알루미늄재를 마찰 압접하면, 이하의 우려점을 들 수 있습니다
●인장 강도의 저하
●경도의 대폭 저하
즉, 어느 정도의 강도가 필요한 장면에서, 알루미늄 압접 부재는 적합하지 않습니다.
그러나 그것을 해결한 것이 저온 접합 기술이 됩니다.
아래 그림은 알루미늄재를 2종류의 접합법으로 비교한 데이터입니다.
인장 시험 데이터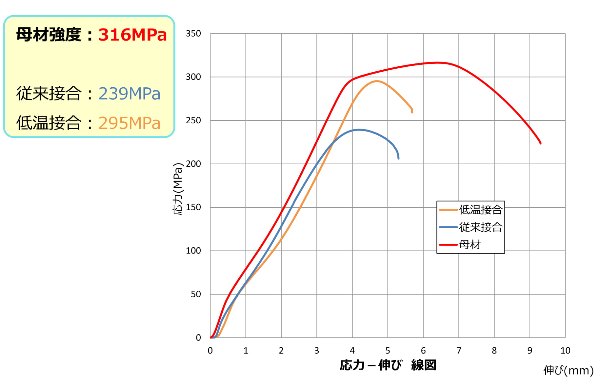
경도 측정 데이터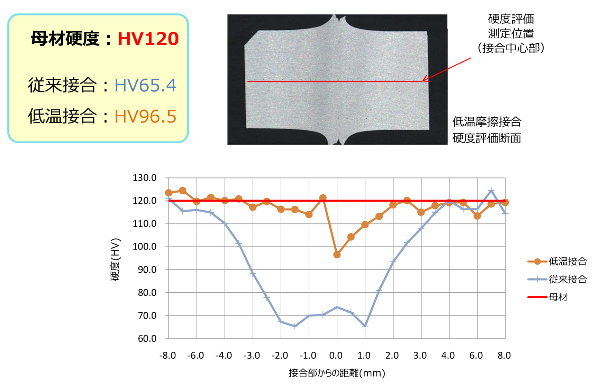
이와 같이 저온 접합법을 사용함으로써 알루미늄재에서도 일정량의 강도 확보를 실현했습니다.
EV화, 경량화라는 트렌드에 대해 새롭게 알루미늄 압접 부재의 도입이 기대됩니다.
3. 다음 공정의 열처리를 취소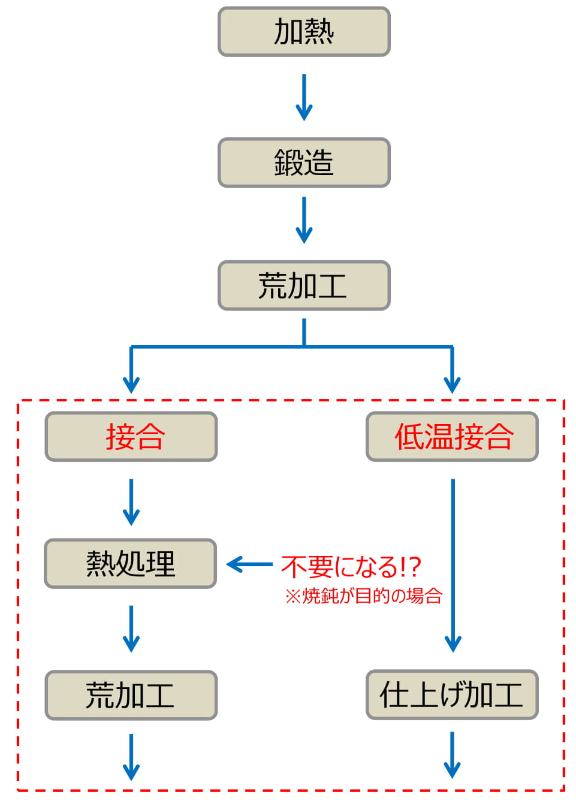
먼저 언급했듯이, 저온 접합법은 조직 변태를 일으키지 않는 접합법입니다.
즉, 모재와 동등한 상태를 유지한 채 접합이 가능한 기술입니다.
트라이 접합의 안내
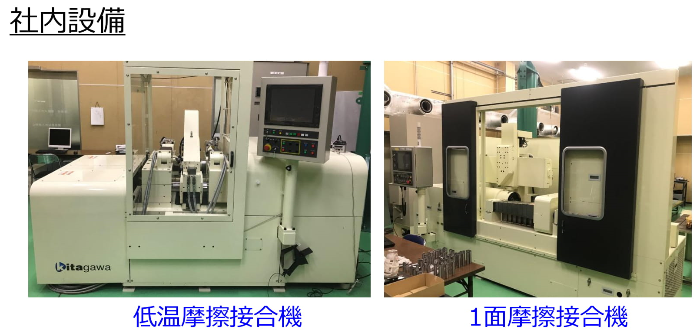
트라이 접합에 흥미가 있으면, 사내 설비를 이용해 실시합니다.
종래법과는 다른 메카니즘이므로, 곧바로 회답할 수 겸하는 경우가 있습니다만 문의해 주셔,
트라이 스케줄을 협의하겠습니다.

접합 평가가 원활하게 실시할 수 있도록, 사내에서 평가 시험기를 보유하고 있습니다.
신속한 대응이 가능하므로, 꼭 검토해 주십시오.
- 이전글특수 공작 기계 > 마찰 접합기 > 2면 마찰 접합기 23.04.06
- 다음글특수 공작 기계 > CFRP 가공 전용기 > 카본 프로 ALM-V85 23.04.06